Pájecí kroužky pro tvrdé pájení (indukce, plamen)
Pájecí kroužky jsou před tvarované kroužky z přídavného kovu tj.pájky, které se používají při tvrdém pájení pro dosažení přesných a opakovatelných spojů.
Uplatňují se při indukčním pájení, plamenném (acetylenovém, vodíkovém) a pájení v peci.
Použití kroužků zjednodušuje proces — zajišťuje přesnou dávku pájky, rovnoměrné vyplnění mezery a opakovatelné výsledky i při automatizované výrobě.
Funkce a výhody
Pájecí kroužek se vkládá do spáry mezi vnitřní a vnější díl spoje (např. trubku a nátrubek). Při ohřevu se roztaví a kapilární silou vtáhne do mezery.
Hlavní výhody:
- Přesné množství pájky pro každý spoj
- Stálá kvalita a čistý povrch spoje
- Minimální ztráty materiálu
- Kratší doba ohřevu a menší deformace
- Vhodné pro automatizaci při indukčním pájení i plamenném pájení
Oblasti použití
- Chladicí a klimatizační technika (měděné trubky)
- Automobilový průmysl (palivové, hydraulické a brzdové systémy)
- Elektrotechnika (vodivé spoje, kontakty)
- Nástrojářství (přiletování tvrdokovových břitů)
- Spoje z oceli, mosazi a nerezových materiálů
Optimální spára pro kapilární pájení
Velikost spáry (mezery) má zásadní vliv na kvalitu spoje.
Příliš malá spára brání průtoku taveniny, příliš velká naopak snižuje pevnost spoje.
|
Metoda pájení |
Doporučená spára (g) |
Poznámka |
|
Indukční pájení |
0,05–0,15 mm |
nejvhodnější pro přesné a opakovatelné spoje |
|
Plamenné (acetylénové) pájení |
0,08–0,20 mm |
vhodné pro ruční pájení a větší díly |
|
Pecní pájení |
0,03–0,10 mm |
pro kontrolované procesy s rovnoměrným ohřevem |
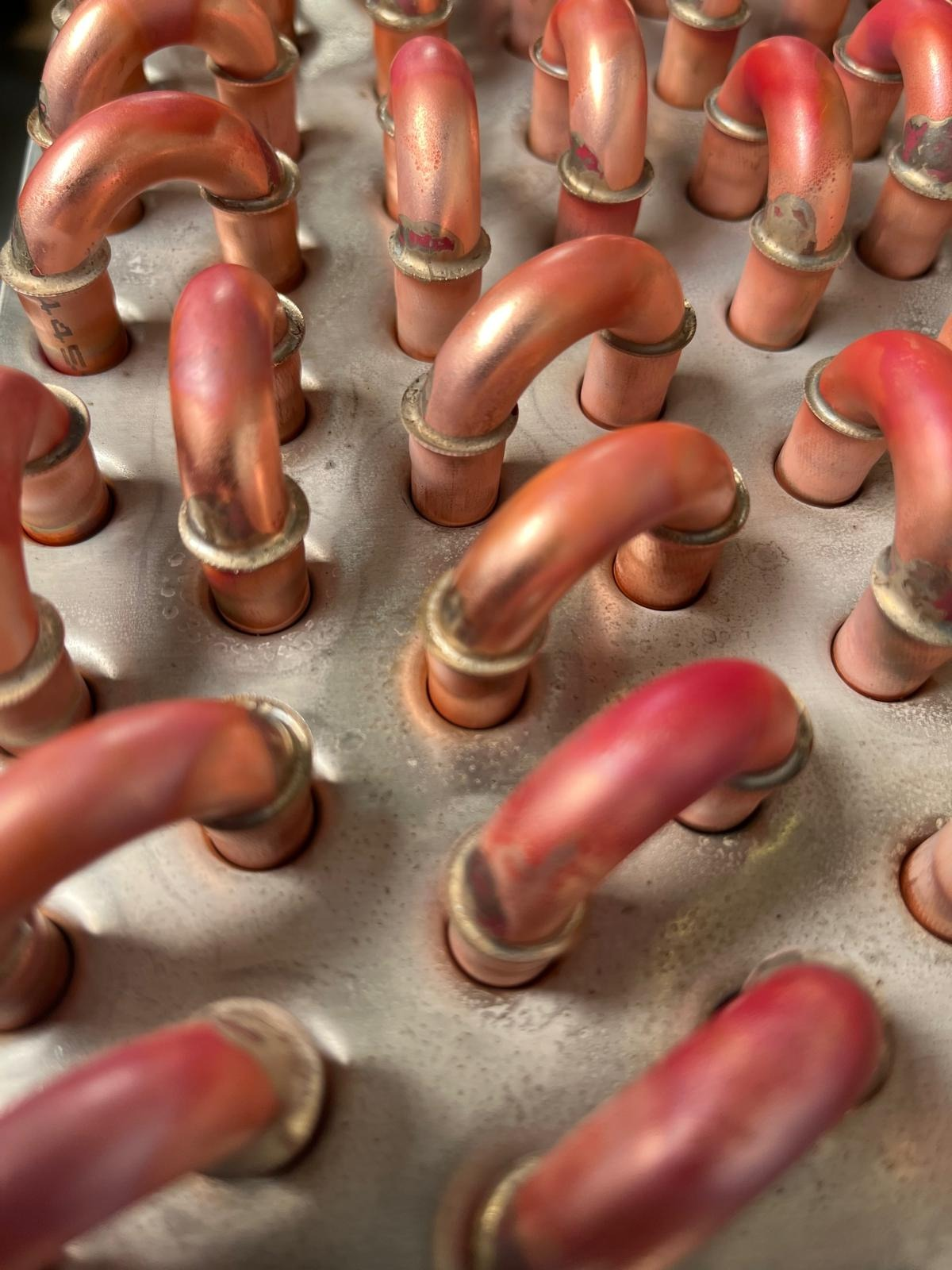
Využití pájecího kroužku na tepelném výměníku.
Typické slitiny pro tvrdé pájení
|
Označení slitiny |
Složení (hm. %) |
Teplota tavení (°C) |
Doporučená pracovní teplota (°C) |
Doporučená Mezera/gap |
Vlastnosti a použití |
|
Ag134 |
Ag 34 %, Cu zbytek, Zn, Sn |
630–730 |
700–760 |
0,08–0,15 mm |
Univerzální slitina pro měď a mosaz, dobrá tekutost, světlý spoj |
|
Ag140 |
Ag 40 %, Cu, Zn |
670–755 |
720–780 |
0,08–0,18 mm |
Vyšší pevnost, vhodná pro mosaz i ocel |
|
Ag145 |
Ag 45 %, Cu, Zn |
640–705 |
690–760 |
0,05–0,15 mm |
Velmi dobrá kapilarita, oblíbená pro chladicí a klimatizační spoje |
|
Ag155 |
Ag 55 %, Cu, Zn, Sn |
620–660 |
650–720 |
0,05–0,12 mm |
Nejvyšší kvalita a smáčivost, pro nerez a přesné spoje |
Poznámky:
- Při indukčním pájení se doporučuje použít nižší konec teplotního rozmezí.
- U plamenného pájení může být teplota o 20–40 °C vyšší kvůli lokálnímu ohřevu.
- Doporučené mezery platí pro spoje o průměru 5–25 mm.
- U pájecích kroužků řešíme také tavidlo, které je ve formě pasty
- Lze dodat i kroužky, které tavidlo již obsahuji tzn.2v1
- Pájecí kroužky se vyrábí i ze slitin CuP např. CuP281, CuP284.
Pájecí kroužky umožňují přesné a efektivní dávkování pájky, zlepšují kvalitu spoje a zjednodušují proces tvrdého pájení.
Správná volba spáry, druhu slitiny a pracovní teploty je klíčem k dosažení vysoce pevných a esteticky čistých spojů.
Slitiny Ag134, Ag140, Ag145 a Ag155 dle EN ISO 17672:2020 pokrývají široké spektrum aplikací od měděných trubek až po nerezové a mosazné díly.
V případě požadavku na pájecí kroužek, vždy požadujeme výkres včetně tolerancí vnějšího průměru nebo vnitřního průměru.