Hořáky na tvrdé pájení a jejich vliv na pájení
Pájení je nerozebíratelná metoda spojování kovových dílů, kde správná volba typu ohřevu výrazně ovlivňuje výslednou kvalitu spoje. V tomto článku se podíváme na princip pájení, význam pracovní teploty pájky, typy ohřevu a detailně rozebereme plamenové pájení včetně výběru hořáků, médií a provozních parametrů.
Rychlost ohřevu při pájení natvrdo, je velmi důležitý faktor, protože ovlivňuje kvalitu spoje i životnost základního materiálu.
Hlavní důvody:
- Minimalizace oxidace
- Pomalý ohřev znamená delší vystavení materiálu vysoké teplotě → vzniká více oxidů na povrchu.
- To zhoršuje smáčivost pájkou a může způsobit póry nebo nekvalitní spoj.
- Ochrana základního materiálu
- Příliš pomalý ohřev může způsobit nadměrné prohřátí okolí spoje a změnu struktury (např. změknutí, deformace, růst zrna).
- Rychlý, cílený ohřev zahřeje hlavně oblast spoje a minimalizuje tepelné ovlivnění okolí.
- Správný průběh kapilarity
- Pájecí slitina se roztaví a kapilárně vnikne do spáry.
- Pokud je ohřev příliš pomalý, pájka může oxidovat nebo se roztékat nepravidelně.
- Omezení deformací a pnutí
- Nerovnoměrný nebo příliš rychlý ohřev může vyvolat teplotní šoky → praskliny či pnutí ve spoji.
- Naopak příliš pomalý ohřev znamená více času na vznik vnitřních pnutí při chladnutí.
Rychlost ohřevu musí být dostatečně rychlá, aby se minimalizovala oxidace a zbytečné prohřívání základního materiálu, ale zároveň kontrolovaná, aby nedošlo k přehřátí, teplotním šokům nebo neúplnému prohřátí mezery. Optimální je tedy rychlý, rovnoměrný a lokální ohřev.
Princip pájení
Pájení spojuje kovové materiály pomocí roztavené pájky, která má nižší teplotu tavení než základní materiály. Spoj vzniká difuzí a smáčivostí pájky, aniž by došlo k natavení spojovaných dílů.
- Měkké pájení: < 450 °C, vhodné pro elektroniku a i pájení topení do 28 mm průměru.
- Tvrdé pájení: > 450 °C, využívá se v mechanicky namáhaných spojích
Pracovní teplota pájky
- Pracovní teplota je teplota, při které pájka přechází do kapalného stavu a je schopna vytvořit kvalitní spoj. Musí být dosažena a udržena po dostatečnou dobu, aby došlo k:
- Difuznímu spojení mezi pájkou a základním materiálem
- Vzniku intermetalických sloučenin (IMC), které ovlivňují pevnost spoje
Typy ohřevu při pájení
|
Typ ohřevu |
Popis |
Vhodné pro |
|
Elektrický ohřev (měkké pájení) |
Páječky, indukce |
Jemná elektronika |
|
Ohřev plamenem (měkké i tvrdé pájení) |
Hořák s plynem |
Tvrdé pájení, potrubí |
|
Pecní ohřev (měkké i tvrdé pájení) |
Přetavovací pece |
Hromadná výroba |
|
Odporový ohřev (pájení natvrdo) |
Zahřívání proudem |
Speciální aplikace |
|
Indukční ohřev (pájení natvrdo) |
Vysokofrekvenční pole |
Rychlé, přesné pájení |
Dnes se chceme věnovat pájení natvrdo, kde je výběr hořáku klíčový.
Tvrdé pájení vyžaduje vysokou teplotu a rovnoměrný ohřev. Volba hořáku má zásadní vliv na kvalitu spoje, rychlost práce, vzhled spoje i jeho plynotěsnost.
Konstrukce hořáků
Hořák se skládá ze dvou částí:
- Rukojeť (držák) – část, kterou pracovník drží v ruce
- Nástavec – výměnný díl, který určuje typ plamene a výkon
- Tryska – společná sestava rukojeti a nástavce
Typy plamene z hlediska velikosti
|
Typ plamene |
Charakteristika |
Použití |
|
Neutrální |
Vyvážený poměr plynu a vzduchu |
Běžné pájení mědi a mosazi |
|
Tužkový |
Úzký, koncentrovaný |
Jemné spoje, přesná práce |
|
Turbo (vířivý) |
Silný, vířivý plamen |
Rychlý ohřev větších dílů |
Typy médií pro ohřev plamenem
|
Médium |
Teplota plamene |
Výhody |
Použití |
|
Propan |
~1900 °C |
Levný, dostupný |
Měkké pájení, hobby |
|
Butan |
~1700 °C |
Kompaktní kartuše |
Menší spoje |
|
MAPP |
~2900 °C |
Vysoký výkon, bezpečnější než acetylen |
Tvrdé pájení |
|
Acetylen + O₂ |
až 3200 °C |
Nejvyšší teplota |
Ocel, velké díly |
|
Vodík + O₂ |
až 3600 °C |
Čisté spalování, žádné zplodiny |
Precizní pájení, laboratoře, šperky, tavení kovů |
Vodík: médium pro precizní aplikace
Vodík je ideální pro aplikace, kde je požadována vysoká teplota a čisté spalování bez oxidace. Vzniká pouze vodní pára což je výhodné. Vyžaduje však speciální hořáky a přísná bezpečnostní opatření.
Příklady běžně používaných hořáků a rukojetí.
PÁJECÍ HOŘÁK GLOOR
VYROBENO VE ŠVÝCARSKU
|
Model |
Typ |
Použití |
Poznámky |
|
Kyslík/Acetylen/propan |
Tvrdé pájení velkých průměrů |
Ohřívá velkou plochu, zrychluje práci 2 typy trysek - A/C a propan |
|
|
Propan/Metan |
Přesné pájení |
Stabilní plamen, vhodný pro instalace |
|
|
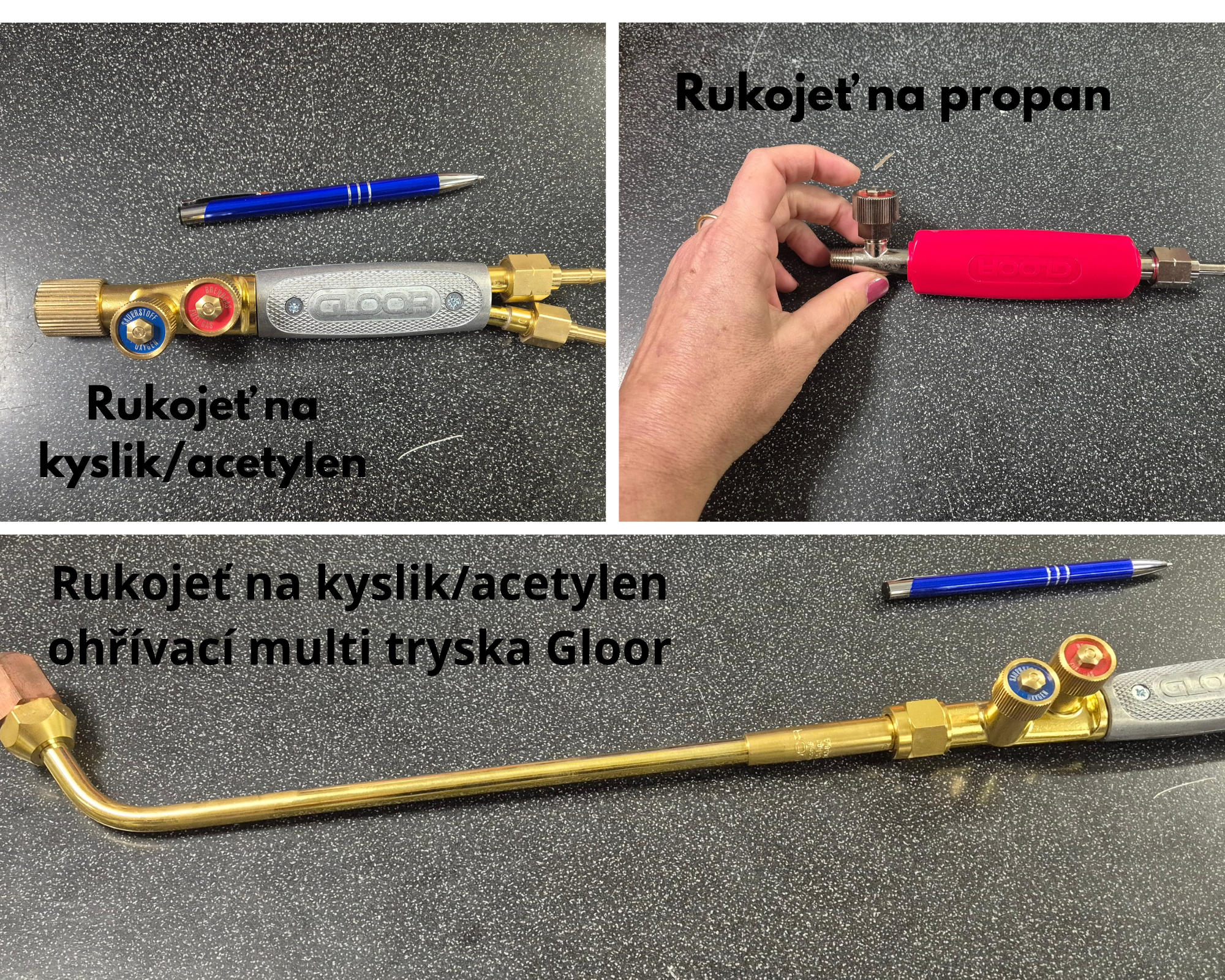
Rukojetě GLOOR |
|
|
|
|
|
Kyslík/Acetylen |
Pro pájení i ohřevy kovů |
Hořák je určen pro pájení a svařování kovů a slitin. Zvláště používá při provádění klempířských, instalačních, klenotnických prací atd. Rozsah tloušťky svařování ocelových plechů je od 0,5 do 14 mm, v závislosti na použitém nástavci. Tělo z kované mosazi, poniklované, držadlo z tvrzeného plastu.
|
|
|
Propan |
Pro pájení i ohřevy kovů |
|
|
Kyslík/acetylen |
Pro pájení i ohřevy kovů |
Hořák je určen pro pájen a svařování kovů a slitin. Zvláště používá při provádění klempířských, instalačních, klenotnických prací atd. Rozsah tloušťky svařování ocelových plechů je od 0,5 do 14 mm, v závislosti na použitém nástavci. Tělo z kované mosazi a držadlo z hliníku. |
Hořák pro topenářské práce by měl být flexibilní, aby se páječ dostal ke všem místům spoje při ohřevu, vhodný je flexibilní hořák od firmy Gloor v různých výkonech.
Výhody hořáků GLOOR:
- Švýcarská kvalita, certifikace ISO
- Modulární systém s výměnnými nástavci
- Nízká hmotnost, poniklovaná mosaz
- Jemná regulace plynu, stabilní plamen
Bezpečnost a údržba
- Používat hořáky s aretací spouště pro trvalé hoření
- Pravidelně kontrolovat těsnost spojů a stav kartuší
- Zajistit dostatečné větrání pracoviště
- Používat ochranné pomůcky (brýle, rukavice, oděv)